Coupeur de visage, coupeur de pile, coupeur à trois couteaux et couteau de coupeur.

Couteau long de DIENES
Les clients de DIENES peuvent compter sur les plus faibles tolérances de fabrication de l’ordre du µm pour nos pièces longues. Les arêtes de coupe polies assurent également une réduction efficace de la poussière et du bruit de fonctionnement et contribuent en outre à augmenter la durée de vie des outils. Une surveillance étroite de la production, des rapports de contrôle détaillés et un développement continu garantissent également le plus haut niveau de qualité chez DIENES dans le secteur des couteaux longs. Tous les produits, y compris nos couteaux guillotine, nos coupeurs de piles, nos coupeurs à trois couteaux et nos couteaux de coupe, sont fournis individuellement après une consultation détaillée avec le client.
Nos couteaux sont fabriqués dans toutes les qualités en respectant les tolérances les plus strictes. Les couteaux en acier à outils sont absolument uniformément trempés, redressés à plusieurs reprises, affûtés proprement à la machine et affûtés. La finition est la même pour toutes les qualités
Utilisation du coupeur de visage, du coupeur de pile, du coupeur à trois couteaux et des couteaux du coupeur.
Nos couteaux guillotine, coupeurs de piles, coupeurs à trois couteaux et couteaux de coupe sont conçus pour une utilisation industrielle optimale, notamment dans les industries du papier, de l’emballage et du plastique. Les massicots à trois couteaux et les couteaux de coupe sont à l’aise dans l’impression publicitaire, par exemple pour couper des prospectus.
Nous fabriquons des couteaux guillotine pour une coupe parfaite dans l’industrie du papier et de la pâte à papier ainsi que dans la finition des imprimés. Il existe trois principaux types de coupe et tous les autres fonctionnent selon l’une de ces trois variantes de base.
La coupe par poinçonnage dans la barre de coupe est utilisée sur tous les massicots – coupeurs rapides et machines automatiques à 3 couteaux. Le système est basé sur le fait que le couteau effectue un mouvement de traction de haut en bas et plonge dans une barre en plastique intégrée à la table de la machine.
En outre, ce type de couteau est utilisé dans le processus de coupe par cisaillement. Ici, le couteau supérieur travaille contre le couteau inférieur, le couteau supérieur étant mobile et le couteau inférieur étant fixe. Ce système est utilisé presque exclusivement dans la finition des imprimés (trimmer). Les couteaux de coupe sont généralement fabriqués dans des aciers à outils fortement alliés (WS 1.2436, 1.2979 ou DPM).
Il y a aussi la coupe rotative. Elle se caractérise par une lame supérieure rotative qui travaille contre la lame inférieure fixe. La lame supérieure est insérée en torsion dans le tambour à lames, ce qui crée l’angle de cisaillement qui réduit les forces de coupe au minimum.
Explication générale des couteaux à découper le visage
La structure du couteau en acier est spécifiée selon la norme DIN 8869. Des écarts par rapport à cette norme sont possibles. Le couteau en acier plaqué se compose d’un matériau porteur et d’une surface de coupe trempée. La surface de coupe trempée, quant à elle, peut varier et être conçue dans une large gamme de qualités :
- Acier haute performance CRG 10 (plus fortement allié)
- SPEED-o-DUR (acier rapide)
- HM (carbure)
- FK-HM (carbure à grain fin)
Ces qualités individuelles peuvent être utilisées de manière variable, en fonction du matériau à découper et de la taille du tirage. Ces dernières années, la qualité SPEED-o-DUR (acier rapide) et carbure est devenue de plus en plus populaire, car les taux de cycle des machines ont considérablement augmenté.
L’utilisation des différentes qualités de couteaux dépend de l’application et de la durée de vie prévue. Il est important de noter que les couteaux à papier à pointe en carbure ne peuvent être réaffûtés qu’avec des meules diamantées et que l’utilisateur doit en être informé. En outre, il est essentiel de s’assurer que la barre de coupe appropriée est utilisée pour la qualité de couteau respective.
Vos avantages.
Les couteaux à papier doivent répondre aux plus hautes exigences en ce qui concerne le choix des matériaux. Ceci est garanti par l’utilisation d’aciers spéciaux, de carbures et de matériaux céramiques de la métallurgie des poudres DPM. « Longlife » est le nom de la petite mais subtile différence dans l’utilisation professionnelle des couteaux à papier. « Longlife » est une méthode d’affinage technologiquement unique pour les outils de coupe. Cette innovation conduit à une réduction significative de la poussière de coupe et, surtout, à une augmentation de la durée de vie des couteaux.
- Individuelle Werzeugauslegung
- Proffessionelle Werzeug- und Verfahrensberatung
- Alle Werkzeuge sind in der Regel nachschleif – bzw. nacharbeitbar
L’entretien de la guillotine
Zur sorgfältigen Pflege des Papiermessern gehört in erster Linie das richtige Nachschleifen. Man sollte diese Arbeit daher nach Möglichkeit nur von einem Fachmann ausführen lassen, damit die Gewähr für eine richtige Behandlung der Messer gegeben ist. Wichtig ist die Verwendung geeigneter Schleifmittel, wie Segmente, Schleifringe oder Topfscheiben und eine genügend starke Kühlung. Das rechtzeitige Nachschleifen des Messers erhöht seine Lebensdauer.
Das Abziehen der Messerschneide ist das „A und O“ des Nachschleifvorganges. Es erfordert ein hohes Maß an Fingerspitzengefühl bei der Führung der Abziehsteine. Nur ein „gekonntes“ Abziehen garantiert einen rasiermesserscharfen Schnitt. Anhand von Illustrationen versuchen wir zu verdeutlichen, wie es richtig gemacht wird. Wir empfehlen Abziehsteine in rechteckiger Form, möglichst neuwertig. Abziehsteine mit muldenförmigen Abnutzungserscheinungen müssen ausgetauscht werden, da sie sonst die Messerschneide beschädigen.
- Den Schleifbart zuerst mit der groben Seite eines Kombinationssteines entfernen
- Vor-Abziehen mit einem Kombinationsstein grober Körnung.
- Fertig-Abziehen mit einem Ölstein feiner Körnung.
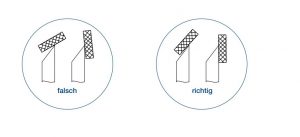
Alle Abziehsteine stets mit Petroleum feucht halten, damit sie griffig bleiben. Beim Abziehen muss der Stein kreisförmig und leicht geführt werden. Starker, ungleichmäßiger Druck ist zu vermeiden. Der Stein muss auf der Schnittseite (Stahlseite) flach aufliegen, keinesfalls darf er angewinkelt werden, da dann der Schneide der Schnitt genommen wird und ein sogenannter Überschnitt beim Schneiden entsteht. Auf der Fasenseite sollte der Abziehstein mit etwas stärkerem Druck leicht angewinkelt geführt werden. Ein Wolllappen, nach dem Abziehen leicht über die Schneide geführt, zeigt evtl. noch vorhandene kleine Riefen. Nachstehende Skizzen zeigen die falsche und richtige Führung der Abziehsteine.